Prozesse in der chemischen Industrie erfordern präzise konstruierte Pumpen und Dosiersysteme die hochwertige Flüssigkeiten mit und ohne Feststoffe dosieren, fördern und bearbeiten. AxFlow I Tuma bietet für chemische Prozesse, in denen korrosive, aggressive, toxische oder auch explosionsgefährdende Medien von niedriger bis hoher Viskosität vorkommen, die passende Pumpenlösung.
Flexible und Wirtschaftliche Lösungen
Unterschiedliche Medien benötigen unterschiedliche Lösungen. Die Novados Baureihe von Bran+Luebbe bietet eine Vielzahl an Ausführungen, um jedem Prozess in der chemischen Industrie gerecht zu werden. Die Kolben- und Membrandosierpumpen ermöglichen durch eine individuelle Hubeinstellung und individuell kombinierbaren Dosierpumpentriebwerken einen Einsatz in zahlreichen Anwendungsbereichen. Die individuellen Pumpenkopfgrößen ermöglichen Volumenströme von ca. 0,4 l/h bis zu 40.000 l/h und können somit an verschiedenste Prozessen angepasst werden.

Außerdem bietet die Baureihe eine Membranlagensteuerung (PDPC), die sicherstellt, dass die Membran auch bei kritischen Betriebszuständen, wie zum Beispiel Rohrleitungsblockaden oder saug- und druckseitig geschlossenen Armaturen, nicht beschädigt wird. Durch eine Erweiterung der Automation erzielen die Pumpen der Novados Baureihe eine Steigerung der Produktionskapazität und erfüllen somit höchste wirtschaftliche Ansprüche.
Anwendungsspezifische Pumpen-Lösungen mit langer Lebensdauer
Mit den innen- und außenverzahnten Zahnradpumpen von VIKING PUMP kann eine Vielzahl an verschiedenen Medien gefördert werden und somit den Anforderungen von chemischen Prozessen dienen.

Durch die große Bandbreite von Volumenstrom, Druck und Temperatur ist die Universal Seal Serie für unterschiedlichste Anwendungen und Medien geeignet. Die widerstandsfähigen Materialien sorgen für eine lange Lebensdauer der Pumpen und die robuste Konstruktion sorgt für eine hohe Betriebssicherheit. Die innerzahnten Zahnradpumpen arbeiten nach dem Verdrängerprinzip und ermöglichen damit den Einsatz auch für hochviskose Medien mit einer präzisen Volumenstromführung.
Die Pumpen der Serie können durch eine breite Werkstoff- und Dichtungspalette auf spezifische Anwendungen ausgelegt werden. Durch wenig bewegte Teile und die Konstruktion der Pumpen sind diese einfach zu warten.
Maßgeschneiderte, langlebige und servicefreundliche Vakuumlösungen nach TA-Luft
Ein wesentlicher Bestandteil der Chemie- und Pharmaindustrie ist die Vakuumtechnologie. Die Flüssigkeitsring-Vakuumpumpen der Baureihe VHC von Speck setzen durch ihre innovative Technik neue Maßstäbe bei Sicherheit, Langlebigkeit und Zuverlässigkeit. Durch ein Baukastensystem mit 11 Baugrößen, Ansaugdrücken bis 33 mbar abs. und Saugvolumina bis 1600 m³/h werden maßgeschneiderte Lösungen geboten.
Die zweistufige VHC Baureihe wurde als Grundplattenpumpe für den Dauereinsatz entwickelt. Diese zuverlässigen Pumpen finden Anwendung unter anderem beim Destillieren und Trennen von Flüssigkeiten, Rückgewinnen von Kondensaten (Lösungsmittel), Trocknen von Schüttgut wie z. B. Waschpulver und Dünger sowie zum Entgasen, Extrahieren und Eindicken unter Vakuum.
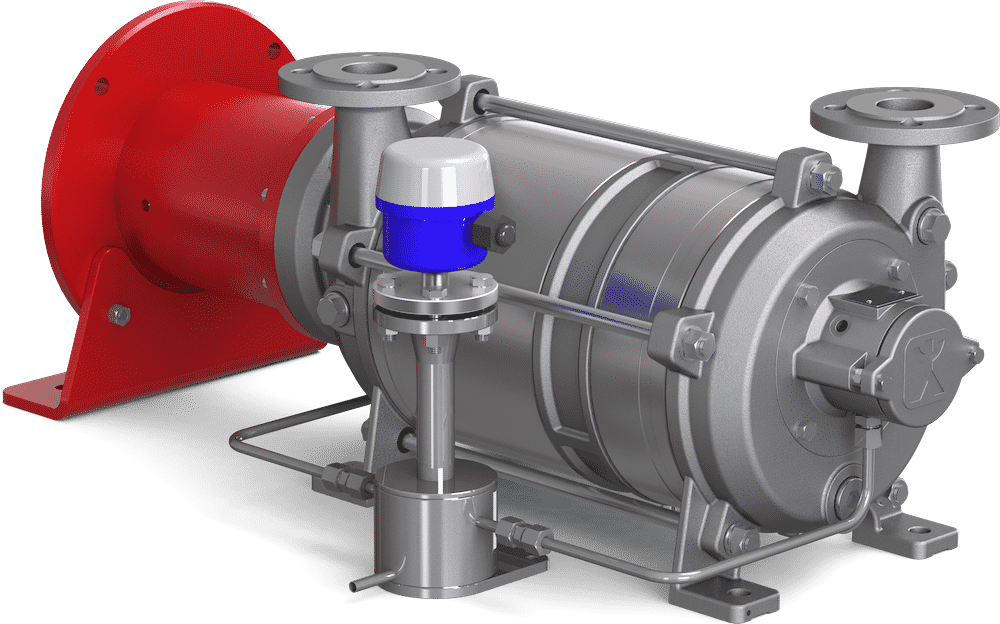
Die robusten Lager, die verbesserte Spülung der Gleitringdichtungen sowie die oberflächengehärteten Steuerscheiben aus Edelstahl sorgen in allen Ausführungen für eine längere Lebensdauer. Dies garantiert niedrigere Wartungs- und Betriebskosten und eine hohe Anlagenverfügbarkeit.
Für besonders anspruchsvolle Anwendungen mit toxischen, korrosiven und brennbaren Medien ist die hermetisch dichte Vakuumpumpe VHCM ChemTAL nach TA-Luft erhältlich. In den geschlossenen und drucküberlagerten Lagerträgern sind Gleitringdichtungsgehäuse mit Leckage-Abzug und Flüssigkeitssensor installiert. Die Kraftübertragung erfolgt über eine trockenlaufende Magnetkupplung ohne Wirbelstromverluste.
Effiziente und langlebige Pumpen
Es kann kaum ein Produkt unseres täglichen Lebens ohne die Erzeugnisse der Petrochemie und der chemischen Industrie hergestellt werden. Die Chemienormpumpen von TUMA sind im Umgang mit aggressiven organischen und anorganischen Flüssigkeiten besonders leistungsstark und zuverlässig. Die solide Konstruktion des einstufigen, radial geteilten Spiralgehäuses in Prozessbauweise ermöglicht einen reibungslosen und effizienten Betrieb.

Für eine erhöhte Lebensdauer sorgen die robuste Pumpenwelle und die langlebigen und ölgeschmierten Hochleistungskugellager. Beim Design wurden die anspruchsvollen und vielseitigen industriellen Anwendungen berücksichtigt. Durch die Back-Pull-Out-Bauweise kann die komplette Lagerung inklusive Laufrad und Welle demontiert werden, ohne das Spiralgehäuse aus dem Rohrleitungssystem zu entfernen. Dies ermöglicht eine einfache Wartung. Die Chemienormpumpen von Tuma sind mit Standard Gleitringdichtungen, Cartridge Dichtungen oder Magnetkupplungen verfügbar.
Alle 25 Modelle der CSN Pumpenserie entsprechen den Anforderungen der Normen EN 22858 / ISO 2858, erfüllen die CE-Vorschriften und verfügen über ein ATEX-Zertifikat.
Herausforderung braucht Know-how
Die Unternehmen AxFlow und Tuma kennt man als langjährige Partner für Pumpen und Flüssigkeitsbehandlung, wobei, seit dem Zusammenschluss Ende 2020, die Möglichkeiten für Kunden beträchtlich erweitert werden konnten. So werden neben einer breiten Produktpalette auch Systemlösungen und Pumpenservice angeboten. Zudem sorgt ein modernes Lager für schnelle Ersatzteillieferung und die eigene Werkstatt verfügt über einen der wenigen Prüfstände für Vakuumpumpen in Österreich.
Hinzu kommt das fundierte technische Know-how der AxFlow|Tuma Ingenieure, die die Prozesse und Anforderungen der Kunden als Ganzes sehen und Gesamtlösungen aus einer Hand bieten, von der Beratung und Planung bis hin zur Konstruktion.